在下並不是模型專業人員,主要工作與機械工程和射出成形有關。單純的因興趣接觸PVC和figure才發現很多知識、技術與工作領域相通~卻很少有人有人談到相關生產技術的知識,所以就讓小弟來獻醜稍微分享一下~本文會談到的有:
1. 生產技術簡介(CNC、翻模、3D列印、射出成形)
2. 為什麼量產要用射出成形?
3. CAD技術:正向工程vs.逆向工程
如果對以上內容沒興趣的可以點上一頁^^,下面要開始了~
生產技術簡介
CNC加工:在電腦上完成CAD設計 > 輸入到CNC設備 > 電腦控制鑽頭、铣刀等工具將原材料雕塑成成品,或者可以想像成以電腦+機械代替原型師的手來加工的過程。
CNC技術最大的優點在於精密度很高、一般可達到0.03mm的水準、而且什麼材料都能雕;缺點就是成本非常高(以加工時間計價)、而且製作模型一般來說不需要這麼高的精度。因此CNC技術通常只用在原型製造或是有特殊需求的時候。
如果要用CNC加工做出這樣一隻黑白熊,不算塗裝單價可能就要數千元。
3D列印:運作與CNC類似,差別在CNC是拿整塊材料去切出成品,3D列印則是用類似噴墨印表機的手法、從無到有堆疊出來;或者可以說CNC是減法、3D列印是加法。與CNC相比較、3D列印的設備與成品價格都較低,尤其設備已經降價到一般人也能負擔的起的程度(數萬到十幾萬就能買到),這也是最近3D列印為什麼這麼夯的關係。
3D列印的缺點是速度(下方影片為例、花費時間4個小時....如果要求高精度時間會更長)還有材料限制(只有特定的材料才能用噴墨的方式噴出3D結構、貴而且不耐用),至於精度雖然不如CNC但以模型來說也夠用了。因此3D列印同樣較適合用在原型製造,要生產還是得靠翻模或射出成形。
一段3D列印的實際運作影片,當然時間是濃縮過的
翻模:這應該是模型朋友最熟悉的了,做出原型(手工、CNC、3D列印等方法) > 矽膠灌入包住固化 > 對半切開、模具完成。大部分的GK都是這樣搞出來的,難度不高且成本低廉、網路上可以找到很多教學,就不多做介紹了。
矽膠翻模的缺點是模具耗損快,翻一次模大約只能做10~20套、成品精度會隨著模具使用次數變差漸不堪用。當然,若原型保存良好可重複翻,但仍有其限制、翻上加翻則會讓問題雪上加霜。所以GK套件到手免不了都要修修補補就是這樣來的,尤其是拿到翻上加翻或是矽膠模快報廢時翻出來的套件。
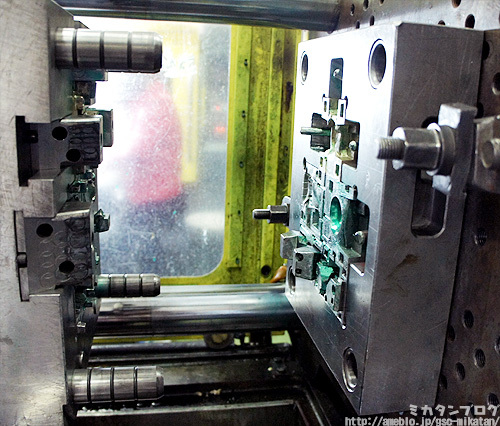
射出成形:現今最重要的塑膠零件生產技術非射出成形莫屬,其設備工作原理是將塑料融化>快速注入模具>塑料冷卻固化>取出成品。基本上可以全自動進行,作業員只要在旁邊等機台把零件吐出來、一個生產週期通常不到一分鐘。單位生產成本低,同時也兼具了不錯的精度(0.05~0.1mm)還有材料選擇的彈性(大部分你想的到的塑膠材料都可以拿來射出成形)是射出成形的優勢。
相對的、射出成形的缺點是從設備費用(數百萬起)到模具開發費用(數十萬起)都不是一般人負擔的起的水準。
為什麼大量生產是用射出成形?
把以上簡介的內容綜合起來比較,整理個表格大概就像下面這樣子,★越多表示該項目越佔優勢:
![]()
產品要大量生產最重要的考量不外乎成本與品質,綜合這兩點來說射出成形毫無疑問比其他生產手法佔優勢。不過必須留意到、因為必須負擔高昂的模具費用和設備成本,生產數量若未達一定水準用射出成形是很划不來的,因為模具費用必須分擔在產品價格中。
比方說、若模具費用50萬、卻只生產了100套,那將模具費分攤到這100套產品的成本就是50萬/100=5000元;反過來若是產品大賣生產了10萬套、模具費分攤出來單位成本就只有50萬/10萬=5元。一般來說若生產數量超過1000個,射出成形的成本優勢就會顯現出來、10000個以上就會讓其他技術完全望塵莫及,這也是射出成型技術在工業界數十年來屹立不搖的主因。
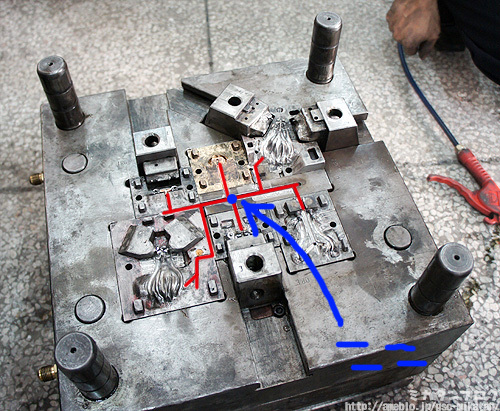
而射出成形模具這玩意是很耐用的,一般來說壽命至少20萬~50萬次。說到這邊或許有人可以理解所謂的異色再版是多麼沒有節操的商業手法了?我絕對沒有暗批特定公司唷~
![]()
![]() 異色再版基本上是用同一套模具、同一批作業員生產,噴漆時換個顏料就能賺你兩次錢。
異色再版基本上是用同一套模具、同一批作業員生產,噴漆時換個顏料就能賺你兩次錢。
CAD技術:正向工程vs.逆向工程
電腦輔助設計,簡稱CAD(Computer Aided Design)是指運用電腦軟體製作並模擬實物設計的過程。
通俗一點的說法,運用CAD技術在電腦上設計原型與手工製作原型的差異、就好比用繪圖板在電腦上繪圖跟實際拿畫筆繪圖的差異一樣。不過要留意的是,如果產品要大量生產、製作射出成形模具的話是一定要靠CAD,手工是做不出射出成形模具的。
以一般機械工程開發產品的角度來看,如果設計過程是先進行電腦設計、再製作原型來驗證設計稱做正向工程;反之若先有原型、再設法轉換成CAD檔案則稱作逆向工程。用圖示解說兩種不同的開發流程的話就像下面這樣:
逆向工程需要留意的、除了從原型轉換成CAD資料有其專業難度以外,原型師刻的出來的東西在CAD或是射出成形技術上不見得做的出來;若不幸遇到這種情況就需要有所妥協,因此完成CAD設計後再次製作製作原型是有必要的,有時候拿到成品會發現和原型有微妙的差異也和這點脫不了關係。
經過以上的說明、大家應該都看得出逆向工程成本跟時間消耗會比較高,但眾所皆知figure類的產品幾乎都是以逆向工程為主,這裡面有幾個原因:
1. 傳統…
2. Figure比起一般工業、民生用品有較複雜的曲面結構且不易量化處理,這點在CAD設計上會 比較困難。
3. 立體的東西不比平面繪圖、在電腦上看跟看到實物畢竟有差,對原型師來說較不直觀也較不易調整設計。
雖說如此,也不是沒有figure用正向工程製作:例如奸笑社2011年出品的的天使跟小百合就是正向工程的產品。降低生產成本的結果也很有節操的反映在價格上:定價僅5800円!以最近幾年一般1/8 figure普遍要8000円以上來說算是非常便宜的價格。
小百合的CAD模型
不過也有不少批評認為,這兩隻模型因為運用CAD建模而非請傳統原型師雕塑的關係、在細節表現上不慎理想(上頭提到的、複雜曲面在CAD設計上較困難),或許這是至今figure仍然以原型師雕塑為主流作法的原因吧!
這絕對不是紳士~是要告訴大家裙子的皺褶因為CAD技術限制看起來很僵硬、裙底的襯裡也顯得單調。
 創作內容
創作內容

























 開箱&棚拍 (4)
開箱&棚拍 (4)