因為有學弟看到我使用3D印表機的作品
手癢也想買一台來玩看看
我覺得這些經驗談應該也能夠作為其他人的參考
所以就發表出來,希望能對別人有所幫助
1 FDM or SLA?
3D列印的機制很多
非公司的一般人可以付得起的大概就剩FDM和SLA這兩種方法
FDM是熱融化堆積法,SLA則是光固化
FDM的耗材通常是塑膠線捲,線徑1.75mm 或 3.0mm,每公斤盤成一捲
機器以200多度的溫度融化線材
然後移動噴嘴擠出細線,逐層堆積而建造出想要的模型
SLA的耗材則是液態的光感樹脂
紫外線從玻璃槽由下往上照射,光敏樹脂若被紫外線照射後會凝固並附著
透過LED面板遮擋紫外線,可以改變每層的圖案
然後附著的凝固版慢慢往上拉,反覆建造出想要的模型
我個人比較喜歡FDM
FDM的好處是可以建造很大的實用器具
而且模型取下後馬上就能用,需要的後處理少很多
機器清潔整理也很容易
SLA的優點則是精緻細密
比較適合製作重視細節的公仔、手辦
而且列印速度比FDM快很多
但是缺點我比較無法接受,目前也沒有購入
我是買得起,但是打從心裡不想去用SLA
- SLA樹脂具有氣味,需要通風抽氣或是放在陽台室外。
雖然FDM有的線材也有味道,但是可以換線材賣家解決
大多數FDM的PLA或PETG線材都沒有氣味,不要用ABS線材就好
- 光固化完成後有很多麻煩的後處理
例如使用大量酒精洗掉模型多餘的樹脂、再用紫外線籠對模型進行二次固化、
使用漏斗加濾網攔截料槽內的碎片,回收料槽殘餘的樹脂
這些操作都需要戴手套,建議也戴口罩。
對比之下FDM很簡單,把模型從熱床拔起來,拆掉支撐(如果有的話)就完成了
假如你能認同我的觀點,再繼續看下去吧後面我就只針對FDM機種進行介紹,SLA不再贅述
2 新手買FDM機種需要注意什麼呢?
答案是很多,做點功課可以省很多學費!
- 有沒有綁定自家線材?
台灣有印表機廠商設計了需要刷線捲晶片才能列印的專用機制
一旦買了這種機子就準備被綁死耗材了
機子便宜,但耗材不便宜喔
可以自由使用耗材才能夠使用網路店家的便宜耗材
每公斤250, 350, 500, 1000+ NT都有
常用材質有PLA、PETG、ABS、TPU
PLA 是聚乳酸,低溫好印,適合藝術品
PETG 是寶特瓶,機械強度比較夠,具有韌性不易碎,適合器具
ABS 的代表則是延長線的插座本體,耐溫比較高
TPU 則是彈性軟料,例如可以印手機套
- 有沒有熱床?
熱床的目的在於減低模型熱漲冷縮的效應
上方新料出來時,冷卻會收縮,進而導致翹腳
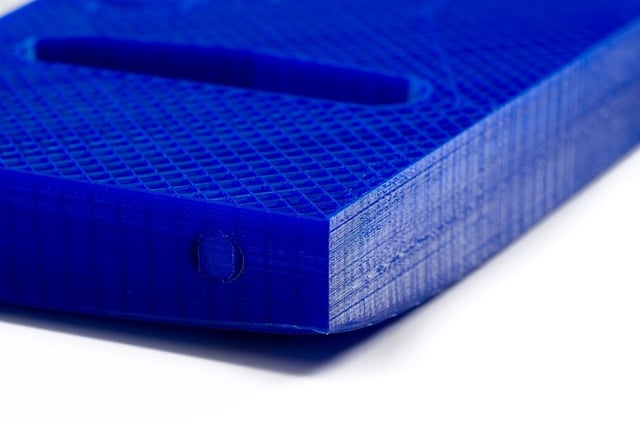
![]() 如果沒有熱床,會導致不能列印比較高溫的材料,例如PETG與ABS
如果沒有熱床,會導致不能列印比較高溫的材料,例如PETG與ABS
就只能使用低溫的PLA了
另外也要小心,有的機種使用玻璃熱床,PETG會附著得太緊
脫模的時候會把玻璃咬下來,熱床就毀了。不要買這種機種
- 有沒有脫模鋼板?
早期的FDM機器為了讓模型與熱床黏合良好
會要求使用者在熱床塗口紅膏,然後整台機器就黏黏的
不清又不行,口紅膏不會消失,只是跑到附近
很快就連桌子也黏黏的,附近的地板也黏黏的
新的機種有脫模鋼板,表面使用PEI貼模或是PEI粉體塗層
可以讓模型附著在鋼板上,不再需要口紅膠!
把模型取下時也很簡單,鋼板有彈性可以凹彎,模型就下來了
PEI使用太久導致黏性不足時,可以用去指甲油的丙酮清潔恢復
有人會使用藍色紙膠帶增加熱床的黏附能力
但是個人實際使用後發現熱床會把紙膠帶的強力膠味炊出來
所以不推薦藍色膠帶這招
- 有沒有噴嘴專用風扇?
加熱頭組 (Hotend) 是一個需要穩定控制溫度的機構
熱源是包圍下方噴嘴的熱塊,裡面夾者加熱器
冷源則是上方的散熱器,以風扇進行持續冷卻
因此加熱組一定包含至少一個風扇,這是FDM機種的生命線
但是比較好的建議是要有兩個風扇! 再一個額外風扇給噴嘴
而且兩者的風道必須獨立,冷卻風扇不應該吹到噴嘴
如果想要列印PLA,一定要有噴嘴風扇!
PLA的溫度太低,冷卻不夠快就會牽絲或是扭曲
這時候噴嘴專用風扇就能發揮作用
讓剛剛跑出噴嘴的線材快速冷卻硬化
比較高溫的PETG與更高溫的ABS則剛好相反
PETG需要的風小很多,而ABS甚至根本不需要風
所以兩者的風道必須獨立,冷卻風扇不應該吹到噴嘴
有的機種合併了冷卻風扇與噴嘴風扇,兩個只有一個
這樣會導致列印高溫線材時過度冷卻,出料堆料會有問題,模型也容易翹腳
- 有沒有自動調平 (bed auto leveling)?
沒有自動調平的機種需要靠使用者自己去調整熱床高度
常見的設計是熱床四角各有一個調節螺絲
然後使用者必須自己慢慢轉螺絲,讓第一層能夠順利印上去
簡易辦法是夾紙,墊一張紙然後轉螺絲,讓紙張剛好被噴嘴和熱床夾住
專業一點的人則會使用千分表確保熱床是平的
當熱床跑過去,指針會動,就是不平的。想辦法調到平吧
以0.4mm的噴嘴為例,常用層高只有0.1~0.3mm厚度,還蠻精細的
如果調的誤差太大,光是印第一層就會失敗了。黏不住或是噴嘴刮熱床都有可能
有自動調平的機種則不需要這樣
噴嘴旁會有探測器,讓機器能記錄熱床各處高度,一般是測試熱床上4或9個點
然後列印時自動彌補熱床的高度就好,就算熱床是斜的也能印
- 是直接擠出(Direct Drive)?還是遠程擠出(Bowden)?
線材是被擠出機齒輪咬住,推往噴嘴才會被擠出的
擠出機齒輪與噴嘴的距離,決定這台機種是直接擠出式,還是遠端擠出式
直接擠出式的擠出機馬達和齒輪就在噴嘴加熱組的上方
遠端擠出式的擠出機馬達和齒輪則在機器的框上,以鐵氟龍管把線材推送往噴嘴
![]()
直接擠出的最大優點是能夠對付軟料 TPU
軟料的線材具有彈性,可以被壓縮
擠出機的齒輪接近噴嘴,可以縮短推送的這段距離
這可以有效加快噴嘴內的材料壓力反應速度
該出料的時候就出料,該停的時候馬上停
遠端擠出對TPU就很苦惱了
該出料的時候還沒出料,結果線的起點會缺料
反之該停的時候噴嘴內還有壓力,結果終點就會漏料
一般能做的處理辦法只能降速列印
還有透過Linear Advance參數調整,提前幫噴嘴升壓或降壓
但是效果都有其極限
不過遠程擠出也不是一無是處,優點是噴嘴沒有擠出機馬達的負擔
少了這個重量就能降低慣性,噴嘴的活動加速度可以大幅提高
一般來說,Delta機種都是遠端擠出,Cartesian XYZ機種與 CoreXY機種則遠端近端都有
關於三種機種的運動可以參考這個影片
- 以後能不能改機升級?
有些機種具有開源設計,使用者可以依據使用心得
重新設計機體的一部份,讓其他人下載列印,來改善自己機子的能力
例如Prusa i3 MK3s的擠出機,就有人改良了它的擠出機
https://www.thingiverse.com/thing:3626993
因為擠出機是列印件,才能夠自己升級改良
有的機種則幾乎沒有改良的可能性
這是我做的改良:
![]()
改裝的前因後果:
擠出機馬達算是最會發熱的馬達,而熱會隨著傳動軸擴散到齒輪
如果齒輪太熱,會導致PLA線材軟化,如果線材被磨壞就推不動了
使用皮帶齒輪組改裝,把力矩放大三倍,好處多多
皮帶不會傳熱,而馬達和齒輪根本不在同一個軸上
馬達再熱也不可能傳到齒輪,釜底抽薪的解決這個問題
之後還發現步進馬達的發熱主要是來自於高出力,而不是高轉速
降低出力之後,馬達就不再那麼燙了,連散熱片都不再需要
此外,放大3倍力矩等於擠出相同的量時,需要原本3倍的步數
擠出的精密度也因此提高,列印物體的牆體側面不再有明顯的擠出壓力波紋
(PS 步進馬達不一定只能轉整數步,可以靠兩組線路5比5出力達成半步
其他浮點數步數也可以透過6比4或是7比3之類的出力方式達成,但是就比較不準)
 創作內容
創作內容

 如果沒有熱床,會導致不能列印比較高溫的材料,例如PETG與ABS
如果沒有熱床,會導致不能列印比較高溫的材料,例如PETG與ABS



 KSP (1)
KSP (1)